製品に適した接合には結晶性を把握して成形条件を設定することが重要です。
形状が異なる製品同士の溶着強度低下メカニズム
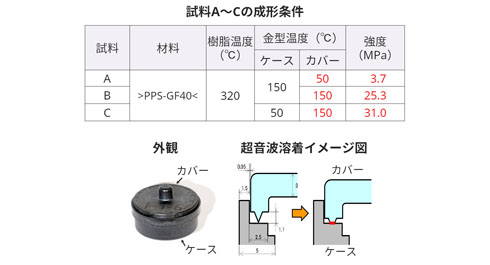
強度を左右する接合部の高次構造は、一次成形 (金型温度や樹脂温度) によって確定し、二次加工 (溶着) により再度変化します。溶着強度低下メカニズムを把握するためには、溶着条件だけでなく、一次成形条件も考慮する必要があります。
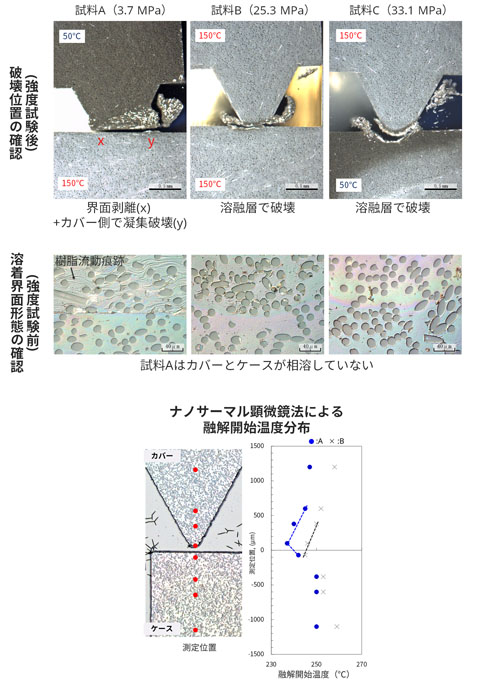
N-ARC法による破壊位置・界面形態の観察
金型温度を低く設定した試料Aのカバーは、材料の融解開始温度が低下したため、溶着時にカバー側樹脂のみが流動し、ケースと相溶しなかったため溶着強度が低下していました。溶着品質を高めるためには、溶着部双方の融解開始温度を近づけることが望ましいと考えられます。
GF強化PPS樹脂の超音波溶着部の解析
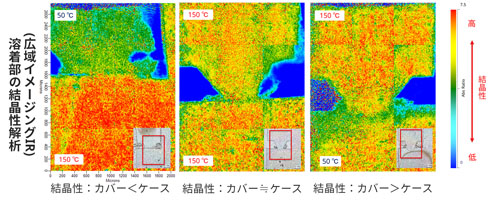
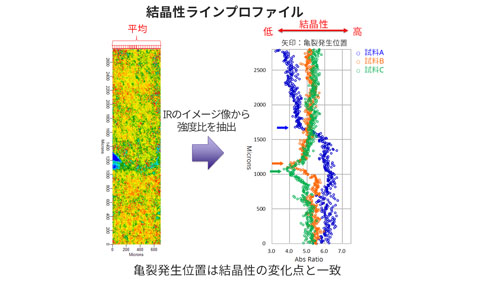
結晶性は融解開始温度と相関があり、一次成形 (金型温度や樹脂温度) によって確定し、二次加工 (溶着) により再度変化します。亀裂は、結晶性の変化点で生じていることから、溶着界面近傍の結晶性は連続的に変化していることが望ましいと考えられます。
まとめ
1) 同一樹脂・同一溶着条件でも、成形条件 (金型温度) の違いにより溶融形態や接合強度は異なり、カバーとケースの結晶性の差が大きい試料Aは相溶せず接合強度が低いことがわかりました。
2) 結晶性は樹脂の融解開始温度に影響しており、試料Aはカバー突起部がケースよりも先に融解開始温度に到達した結果、カバーのみが溶融・流動し、接合強度が低下したと考えられます。
2) 結晶性は樹脂の融解開始温度に影響しており、試料Aはカバー突起部がケースよりも先に融解開始温度に到達した結果、カバーのみが溶融・流動し、接合強度が低下したと考えられます。
掲載資料をダウンロードできます。
PDF形式
左のアイコンをクリックすると、別ウインドウで開きます。
資料のダウンロードにはお客様情報の入力が必要となります。